ટ્રોકોઇડલ મિલિંગ શું છે
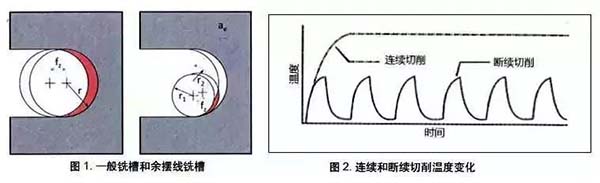
અંતિમ ચકલીઓ મોટે ભાગે મશીનિંગ પ્લેન, ગ્રુવ્સ અને જટિલ સપાટીઓ માટે વપરાય છે. વળાંકથી અલગ, આ ભાગોના ગ્રુવ્સ અને જટિલ સપાટીઓની પ્રક્રિયામાં, પાથની ડિઝાઇન અને મિલિંગની પસંદગી પણ ખૂબ જ મહત્વપૂર્ણ છે. સ્લોટ મિલિંગની સામાન્ય પદ્ધતિની જેમ, એક સાથે પ્રોસેસિંગનો ચાપ સંપર્ક કોણ મહત્તમ 180° સુધી પહોંચી શકે છે, ગરમીના વિસર્જનની સ્થિતિ નબળી છે અને પ્રક્રિયા દરમિયાન તાપમાનમાં તીવ્ર વધારો થાય છે. જો કે, જો કટીંગ પાથ બદલવામાં આવે છે જેથી મિલિંગ કટર એક બાજુ ફરે અને બીજી તરફ ફરે, તો સંપર્ક કોણ અને ક્રાંતિ દીઠ કટીંગની માત્રામાં ઘટાડો થાય છે, કટીંગ ફોર્સ અને કટીંગ તાપમાનમાં ઘટાડો થાય છે, અને સાધનનું જીવન લંબાય છે. . આમ, કટીંગ લાંબા સમય સુધી ચાલુ રાખી શકાય છે, જેમ કે (આકૃતિ 1) ટ્રોકોઇડલ મિલિંગ કહેવાય છે.
તેનો ફાયદો એ છે કે તે કાપવાની મુશ્કેલી ઘટાડે છે અને પ્રોસેસિંગની ગુણવત્તા સુનિશ્ચિત કરે છે. કટીંગ પેરામીટર્સની વાજબી પસંદગી કાર્યક્ષમતામાં સુધારો કરી શકે છે અને ખર્ચ ઘટાડી શકે છે, ખાસ કરીને જ્યારે ગરમી-પ્રતિરોધક એલોય અને ઉચ્ચ-હાર્ડ સામગ્રી જેવી મુશ્કેલ-થી-મશીન સામગ્રીઓ પર પ્રક્રિયા કરવામાં આવે ત્યારે, તે તેની ભૂમિકા નોંધપાત્ર રીતે ભજવી શકે છે, અને તેની પાસે મોટી વિકાસની સંભાવના છે, જે કદાચ કારણ કે શા માટે ઉદ્યોગ વધુ અને વધુ ધ્યાન આપે છે અને ટ્રોકોઇડલ મિલિંગ પદ્ધતિ પસંદ કરે છે.
 ટેકનિકલ ફાયદા
ટેકનિકલ ફાયદા
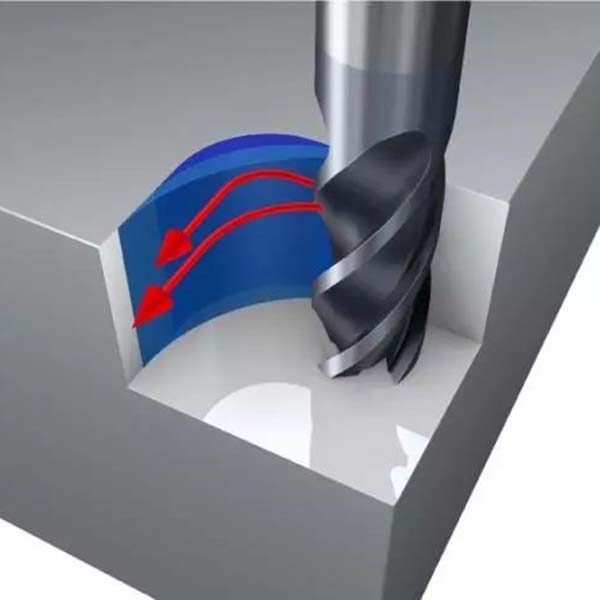
સાયક્લોઇડને ટ્રોકોઇડ અને વિસ્તૃત એપિસાયકલોઇડ પણ કહેવામાં આવે છે, એટલે કે, જ્યારે ગતિશીલ વર્તુળ સરક્યા વિના રોલિંગ માટે ચોક્કસ સીધી રેખાને વિસ્તરે છે ત્યારે મૂવિંગ સર્કલની બહાર અથવા અંદરના બિંદુનો માર્ગ. તેને લાંબા (ટૂંકા) સાયક્લોઇડ પણ કહી શકાય. ટ્રોકોઇડલ પ્રોસેસિંગ એ ગ્રુવની પહોળાઈ કરતા નાના વ્યાસ ધરાવતી એન્ડ મિલનો ઉપયોગ કરીને તેની બાજુના ચાપના નાના ભાગમાં અડધા-આર્ક ગ્રુવને પ્રોસેસ કરવા માટે છે. તે વિવિધ ખાંચો અને સપાટીના પોલાણ પર પ્રક્રિયા કરી શકે છે. આ રીતે, સિદ્ધાંતમાં, એન્ડ મિલ તેના કરતા મોટા કોઈપણ કદના ગ્રુવ્સ અને રૂપરેખાઓ પર પ્રક્રિયા કરી શકે છે, અને ઉત્પાદનોની શ્રેણીને અનુકૂળ રીતે પ્રક્રિયા પણ કરી શકે છે.
કોમ્પ્યુટર ન્યુમેરિકલ કંટ્રોલ ટેક્નોલોજીના વિકાસ અને એપ્લીકેશન સાથે, કન્ટ્રોલેબલ મિલિંગ પાથ, કટીંગ પેરામીટર્સનું ઑપ્ટિમાઇઝેશન અને ટ્રોકોઇડલ મિલિંગની બહુપક્ષીય સંભવિતતાનો વધુને વધુ ઉપયોગ કરવામાં આવી રહ્યો છે અને તેને અમલમાં લાવવામાં આવી રહ્યો છે. અને એરોસ્પેસ, પરિવહન સાધનો અને ટૂલ અને મોલ્ડ મેન્યુફેક્ચરિંગ જેવા પાર્ટ્સ પ્રોસેસિંગ ઉદ્યોગો દ્વારા તેને ગણવામાં આવે છે અને મૂલ્ય આપવામાં આવે છે. ખાસ કરીને એરોસ્પેસ ઉદ્યોગમાં, સામાન્ય રીતે ઉપયોગમાં લેવાતા ટાઇટેનિયમ એલોય અને નિકલ-આધારિત ગરમી-પ્રતિરોધક એલોય ભાગોમાં ઘણી મુશ્કેલ મશીનિંગ લાક્ષણિકતાઓ હોય છે, જેમાં નીચેનાનો સમાવેશ થાય છે:
ઉચ્ચ થર્મલ સ્ટ્રેન્થ અને કઠિનતા કટીંગ ટૂલને સહન કરવું અથવા તો વિકૃત કરવું મુશ્કેલ બનાવે છે;
ઉચ્ચ દબાણયુક્ત શક્તિ બ્લેડને નુકસાન પહોંચાડવા માટે સરળ બનાવે છે;
નીચી થર્મલ વાહકતા કટીંગ વિસ્તારમાં ઉચ્ચ ગરમીની નિકાસ કરવાનું મુશ્કેલ બનાવે છે, જ્યાં તાપમાન ઘણીવાર 1000ºC કરતાં વધી જાય છે, જે ટૂલના વસ્ત્રોને વધારે છે;
પ્રક્રિયા દરમિયાન, સામગ્રીને ઘણીવાર બ્લેડમાં વેલ્ડ કરવામાં આવે છે, જેના પરિણામે બિલ્ટ-અપ ધાર થાય છે. નબળી મશિન સપાટીની ગુણવત્તા;
ઓસ્ટેનાઈટ મેટ્રિક્સ સાથે નિકલ-આધારિત ગરમી-પ્રતિરોધક એલોય સામગ્રીના કાર્યને સખત બનાવવું એ ગંભીર છે;
નિકલ-આધારિત ગરમી-પ્રતિરોધક એલોયના માઇક્રોસ્ટ્રક્ચરમાં કાર્બાઇડ્સ ટૂલના ઘર્ષક વસ્ત્રોનું કારણ બનશે;
ટાઇટેનિયમ એલોય્સમાં ઉચ્ચ રાસાયણિક પ્રવૃત્તિ હોય છે, અને રાસાયણિક પ્રતિક્રિયાઓ પણ નુકસાનને વધારી શકે છે અને તેથી વધુ.
આ મુશ્કેલીઓને ટ્રોકોઇડલ મિલિંગ ટેક્નોલોજીની મદદથી સતત અને સરળ રીતે પ્રક્રિયા કરી શકાય છે.
સાધન સામગ્રી, કોટિંગ્સ, ભૌમિતિક આકારો અને બંધારણોના સતત ઑપ્ટિમાઇઝેશનને કારણે, બુદ્ધિશાળી નિયંત્રણ પ્રણાલીઓ, પ્રોગ્રામિંગ તકનીકીઓ અને ઉચ્ચ-સ્પીડ, ઉચ્ચ-કાર્યક્ષમતા મલ્ટિફંક્શનલ મશીન ટૂલ્સ, હાઇ-સ્પીડ (HSC) અને ઉચ્ચ-કાર્યક્ષમતાની ઝડપી પ્રગતિ. (HPC) કટિંગ પણ એક સ્તરે પહોંચી ગયું છે. નવી ઊંચાઈઓ. હાઇ-સ્પીડ મશીનિંગ મુખ્યત્વે ઝડપના સુધારણાને ધ્યાનમાં લે છે. ઉચ્ચ-કાર્યક્ષમતાવાળા મશીનિંગમાં માત્ર કટીંગ સ્પીડના સુધારને ધ્યાનમાં લેવું જોઈએ નહીં, પરંતુ સહાયક સમયના ઘટાડા પર પણ વિચાર કરવો જોઈએ, વિવિધ કટીંગ પરિમાણો અને કટીંગ પાથને તર્કસંગત રીતે ગોઠવવું જોઈએ અને પ્રક્રિયાઓને ઘટાડવા માટે કમ્પાઉન્ડ મશીનિંગ કરવું જોઈએ, યુનિટ સમય દીઠ ધાતુ દૂર કરવાના દરમાં સુધારો કરવો જોઈએ, અને તે જ સમયે ટૂલનું જીવન લંબાવવું અને ખર્ચ ઘટાડવો, પર્યાવરણીય સંરક્ષણને ધ્યાનમાં લો.
ટેકનોલોજી સંભાવના
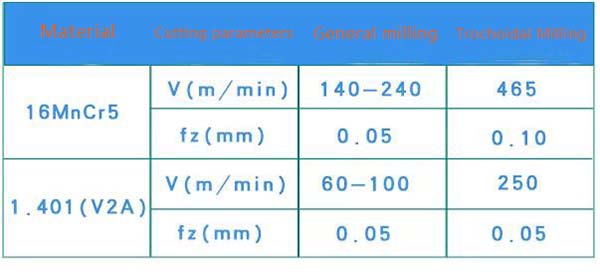
એરો-એન્જિનમાં ટ્રોકોઇડલ મિલિંગના એપ્લીકેશન ડેટા અનુસાર (નીચેના કોષ્ટકમાં બતાવ્યા પ્રમાણે), જ્યારે ટાઇટેનિયમ એલોય Ti6242 પર પ્રક્રિયા કરવામાં આવે છે, ત્યારે યુનિટ વોલ્યુમ દીઠ કટીંગ ટૂલ્સનો ખર્ચ લગભગ 50% ઘટાડી શકાય છે. મેન-અવર્સ 63% ઘટાડી શકાય છે, ટૂલ્સની એકંદર માંગ 72% ઘટાડી શકાય છે, અને ટૂલ ખર્ચ 61% ઘટાડી શકાય છે. X17CrNi16-2 પર પ્રક્રિયા કરવા માટેના કામના કલાકો લગભગ 70% ઘટાડી શકાય છે. આ સારા અનુભવો અને સિદ્ધિઓને લીધે, અદ્યતન ટ્રોકોઇડલ મિલિંગ પદ્ધતિ વધુને વધુ ક્ષેત્રોમાં લાગુ કરવામાં આવી છે, અને તેને ધ્યાન પણ મળ્યું છે અને માઇક્રો-ચોકસાઇ મશીનિંગના કેટલાક ક્ષેત્રોમાં લાગુ થવાનું શરૂ થયું છે.
પોસ્ટ સમય: ફેબ્રુઆરી-22-2023


